
The custom fabrication thread! (Post pics of stuff you have made)


 03-02-2015, 12:42 PM
03-02-2015, 12:42 PM
#983
SADFab Destructive Testing Engineer


iTrader: (5)
Join Date: Apr 2014
Location: Beaverton, USA
Posts: 18,642
Total Cats: 1,866
My version of seans bead roller. Timed myself, took less than 7 minutes to make this (which included digging the welder out of my parts pile and finding my **** set of vice grips) haha:



Reply
 0
0

0
03-16-2015, 10:38 AM
#984
Here is my first attempt at MIG welding. Aluminum is a completely different beast, hats off to you folk that can lay down dimes. It took me four hours to make 16 small welds.
Initial results were....suboptimal

Last weld of the day, slightly less shitty.

In my quest to just get the goddamn aluminum to stick together, I neglected to tack everything up first, then proceeded to put a ton of heat into the welds. You can see the frames are warped by about an inch at the top.

So I ended up adjusting the cedar planking to compensate. Not really noticeable from the outside.

Any ideas on how I can the the aluminum to look rusty like the steel? Paint seems to be the only option I've seen so far.
Initial results were....suboptimal
Last weld of the day, slightly less shitty.
In my quest to just get the goddamn aluminum to stick together, I neglected to tack everything up first, then proceeded to put a ton of heat into the welds. You can see the frames are warped by about an inch at the top.
So I ended up adjusting the cedar planking to compensate. Not really noticeable from the outside.
Any ideas on how I can the the aluminum to look rusty like the steel? Paint seems to be the only option I've seen so far.
Reply
0
0
 03-16-2015, 12:35 PM
03-16-2015, 12:35 PM
#986
Elite Member
iTrader: (5)
Join Date: Oct 2011
Location: Detroit (the part with no rules or laws)
Posts: 5,677
Total Cats: 800
Not true at all.
My last job at the fab shop we did it all the time. Way more than using the tig.
At my current job the boys in the fab shop ONLY use mig for aluminum...
It's pretty common.
My last job at the fab shop we did it all the time. Way more than using the tig.
At my current job the boys in the fab shop ONLY use mig for aluminum...
It's pretty common.
Reply
0
0
03-16-2015, 12:38 PM
#987
SadFab CEO
iTrader: (3)
Join Date: Sep 2012
Location: your mom's house phoenix, AZ
Posts: 4,560
Total Cats: 1,142
I'll 2nd that. We use mig for aluminum primarily, at work. I'm about the only one who uses the tig, and is only for learning. We have yet to use it for a job lol.
Reply
0
0
03-16-2015, 02:17 PM
#988
Elite Member
iTrader: (8)

Join Date: Dec 2008
Location: Kingston, Ontario
Posts: 2,910
Total Cats: 51
its common and has the traits of mig welding. its not as precise and not as clean.... but its much much faster when compared to TIG welding.
its used in a lot of process type stuff- some MIG welders are pretty trick now... more than your basic on/off welders.
M
its used in a lot of process type stuff- some MIG welders are pretty trick now... more than your basic on/off welders.
M
Reply
0
0
 05-06-2015, 08:02 PM
05-06-2015, 08:02 PM
#991
Junior Member
Join Date: Aug 2005
Location: Cayman Islands
Posts: 440
Total Cats: 17
Fab related

Dual flow meter arrived today so I can finally back purge stuff.

My bench, longevity 200sx & wp-9 torch

A transition I did for a friends R33 gtr for a 4" mid pipe. Port guys damaged the Apexi mid pipe taking it off the boat, it connects a Nismo cow pipe to the 95mm part of the Apexi exhaust
Dual flow meter arrived today so I can finally back purge stuff.
My bench, longevity 200sx & wp-9 torch
A transition I did for a friends R33 gtr for a 4" mid pipe. Port guys damaged the Apexi mid pipe taking it off the boat, it connects a Nismo cow pipe to the 95mm part of the Apexi exhaust
Reply
0
0




 08-20-2015, 09:40 AM
08-20-2015, 09:40 AM
#996
Elite Member
iTrader: (9)
Join Date: Jun 2006
Location: Chesterfield, NJ
Posts: 6,893
Total Cats: 399
I'm getting creative with an old turbo I bought from you Lars. Lets see how quickly it does(n't) spool with 2.5l.
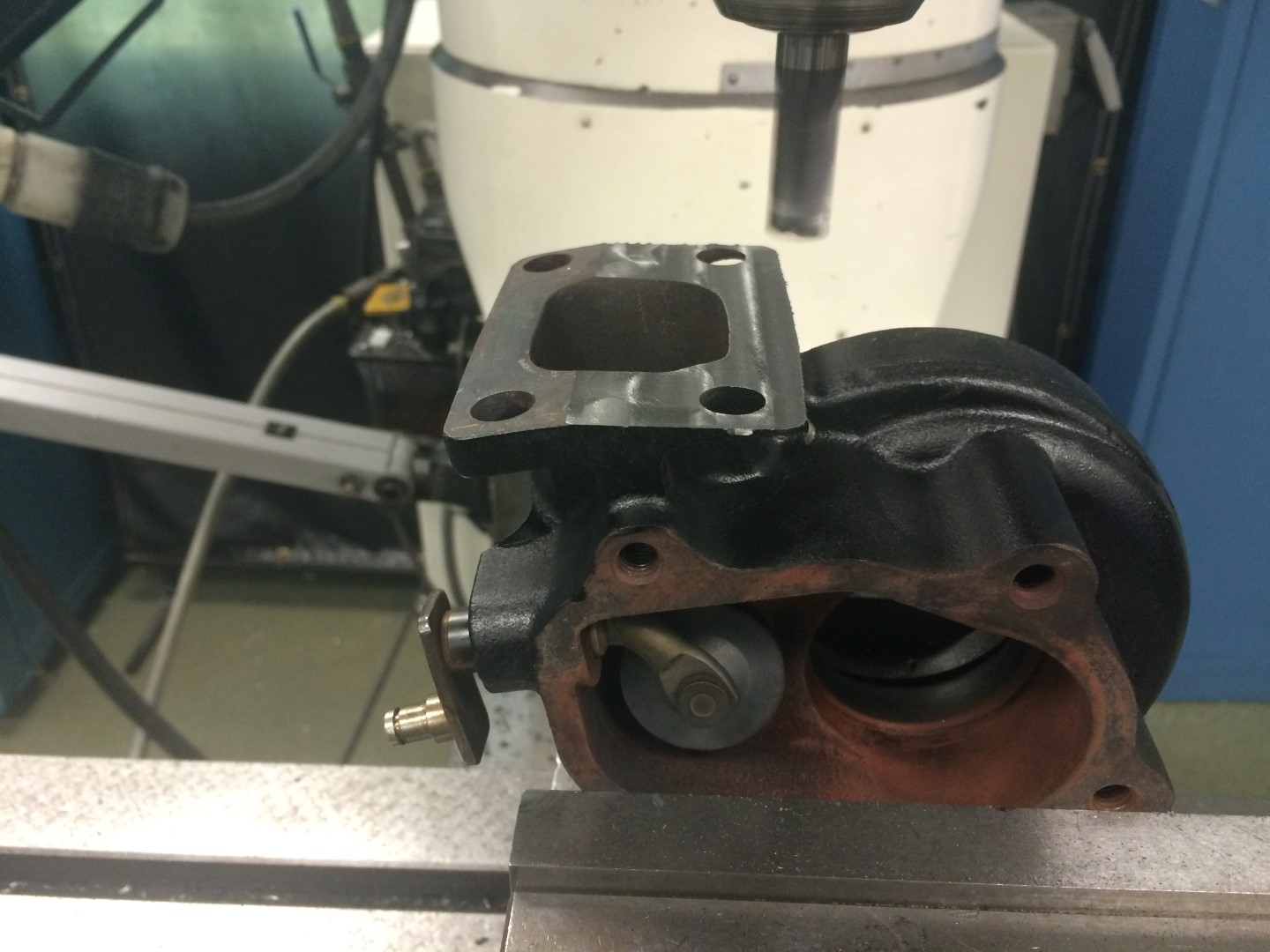


At lunch I'll see if I can attach some unknown, probably leaded, mild steel to cast iron.
At lunch I'll see if I can attach some unknown, probably leaded, mild steel to cast iron.
Reply
0
0
 08-24-2015, 12:57 PM
08-24-2015, 12:57 PM
#999
Elite Member
iTrader: (9)
Join Date: Jun 2006
Location: Chesterfield, NJ
Posts: 6,893
Total Cats: 399
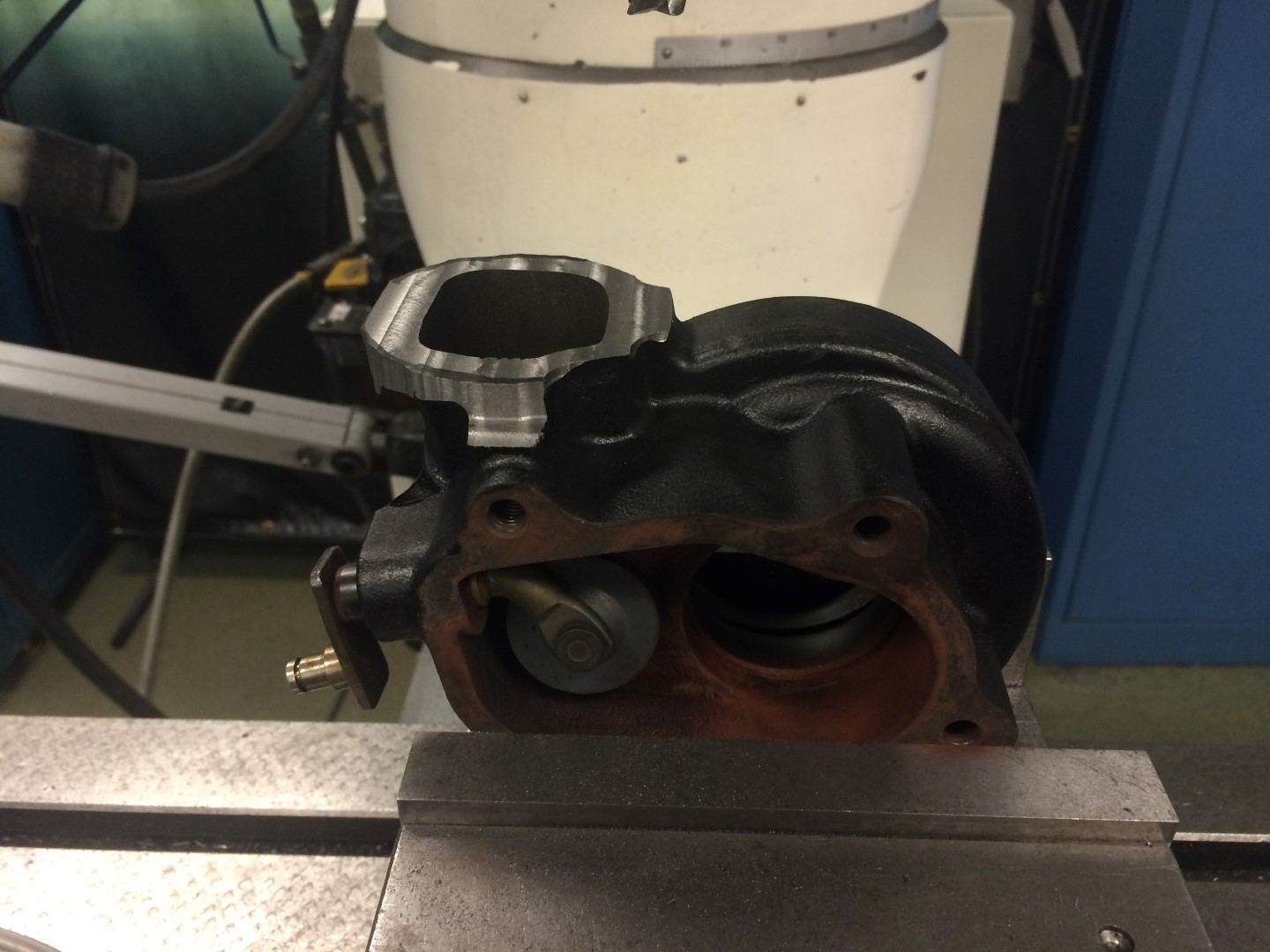
Swapping springs in one EWG is enough.
So it took a little while to choose a filler rod. I ended up using 309, with ~45min @500F preheat and shutting off the oven and letting it cool itself done post heat. So far there's no cracks. There's some silicon bronze and a few other material tacks mixed in there.
So here's a chinese "EMUSA GT28" turbo direct swap for a Precision vband turbine. hehe


So it took a little while to choose a filler rod. I ended up using 309, with ~45min @500F preheat and shutting off the oven and letting it cool itself done post heat. So far there's no cracks. There's some silicon bronze and a few other material tacks mixed in there.
So here's a chinese "EMUSA GT28" turbo direct swap for a Precision vband turbine. hehe
Reply
0
0





