
Head build-Modified
 05-23-2012, 08:58 PM
05-23-2012, 08:58 PM
#1
Senior Member
Thread Starter
iTrader: (1)
Join Date: Mar 2012
Location: Pensacola Fla.
Posts: 588
Total Cats: 203
It helps if you have read "What happens to a head in a machine shop"
https://www.miataturbo.net/engine-performance-56/what-happens-head-machine-shop-66082/
That will cover the basics
Head Build – Modified
I am going to skip the tear down and tech, and start, a basic clean casting.

The guides are good, and I am going to use the customer-supplied parts.
>Manley single springs, Spec sheet 66 lbs @ 1.580
>EPN-Engnbldr Std size Stainless Steel valves
This head was also Belt surfaced, So I have to do a corrective mill to square the head.
I set it up on the grinding bench

I know this head will see turbo use.
I inked parts around the combustion chamber and etched with a head gasket.

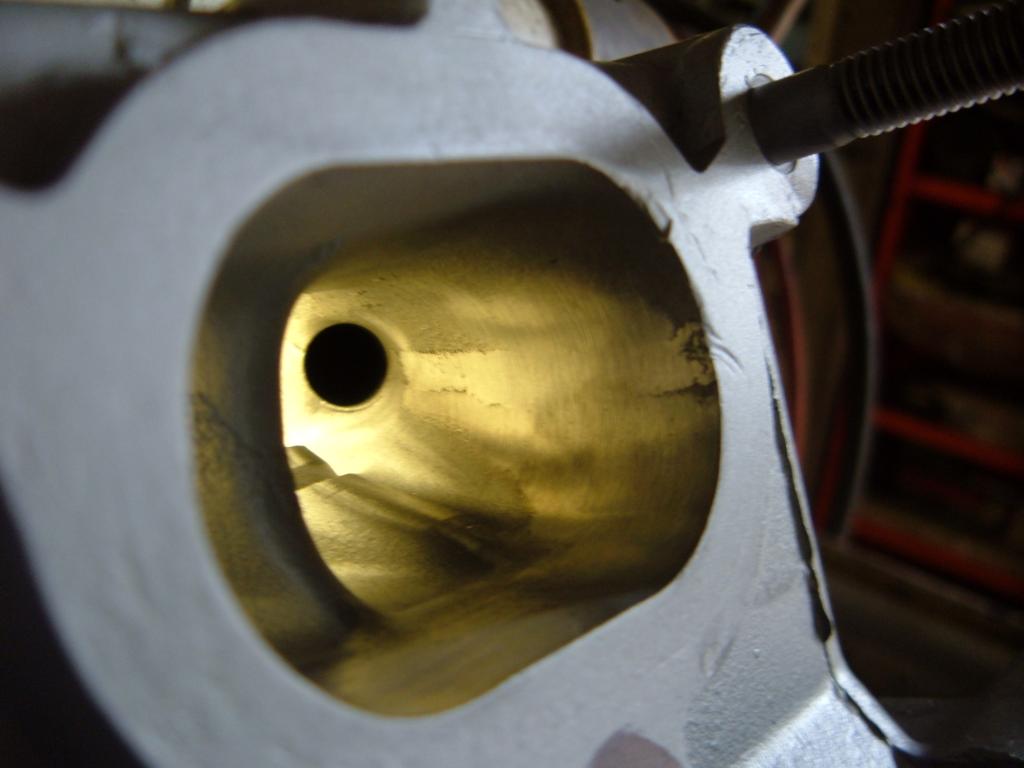
Did oil port Mod 1

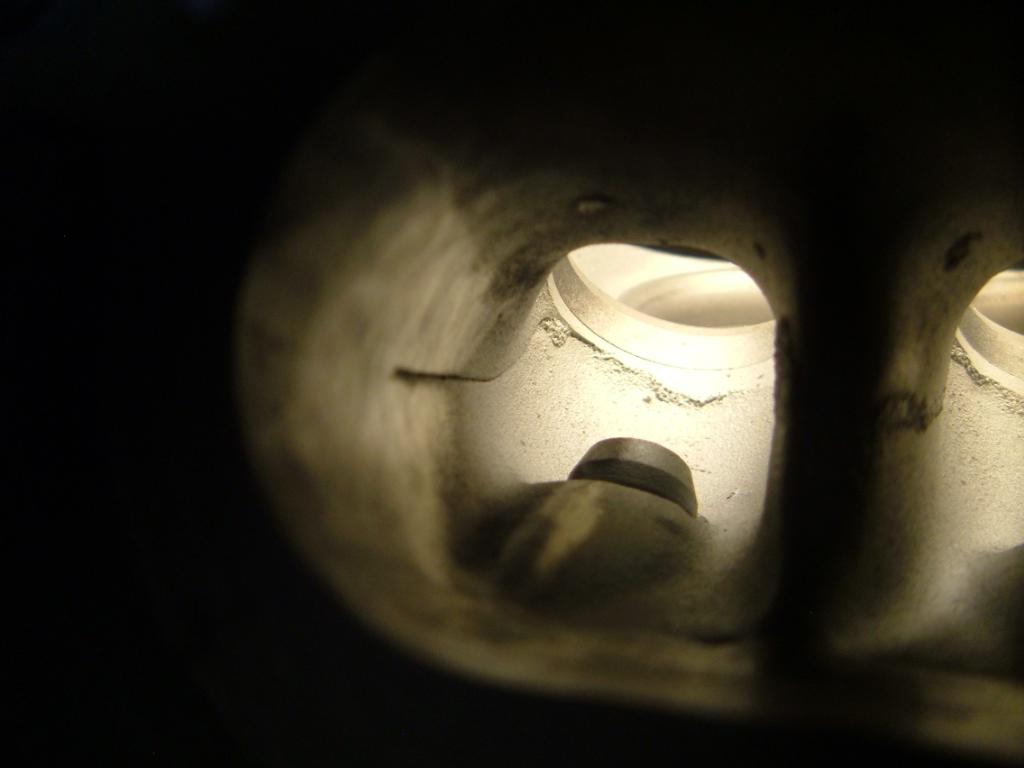
The sharp edge of the combustion chamber was beveled down

A slight champher was done around the rest of the combustion chamber

The runners had some cast flashing removed
Now was time for the valve job, start with a basic 3 angle valve job

Checking seat placement on the valve.

Now I will do a throat cut.
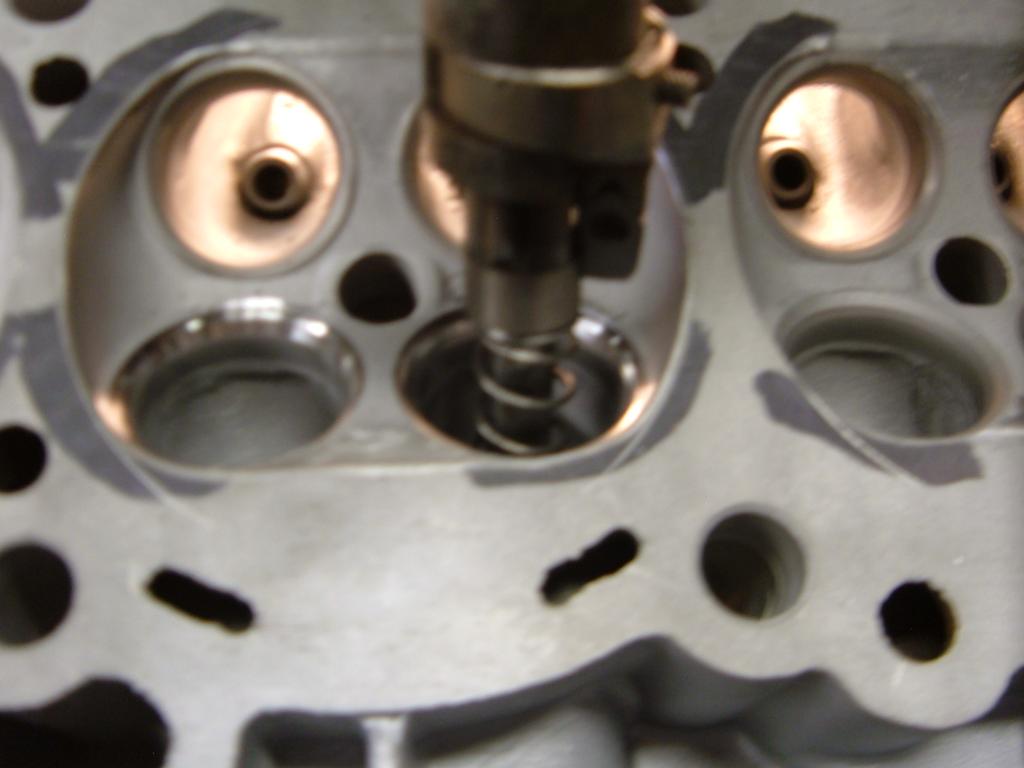
Notice the difference this makes, See the lip under the seat insert with the rough casting, (left bowl)
The bowl on the right had the throat cut.

This leaves a lip also

Now the lip needs remove and blended in.

The valves are ground.

Then lapped in and back cut

The head is CBN milled

First cut .003
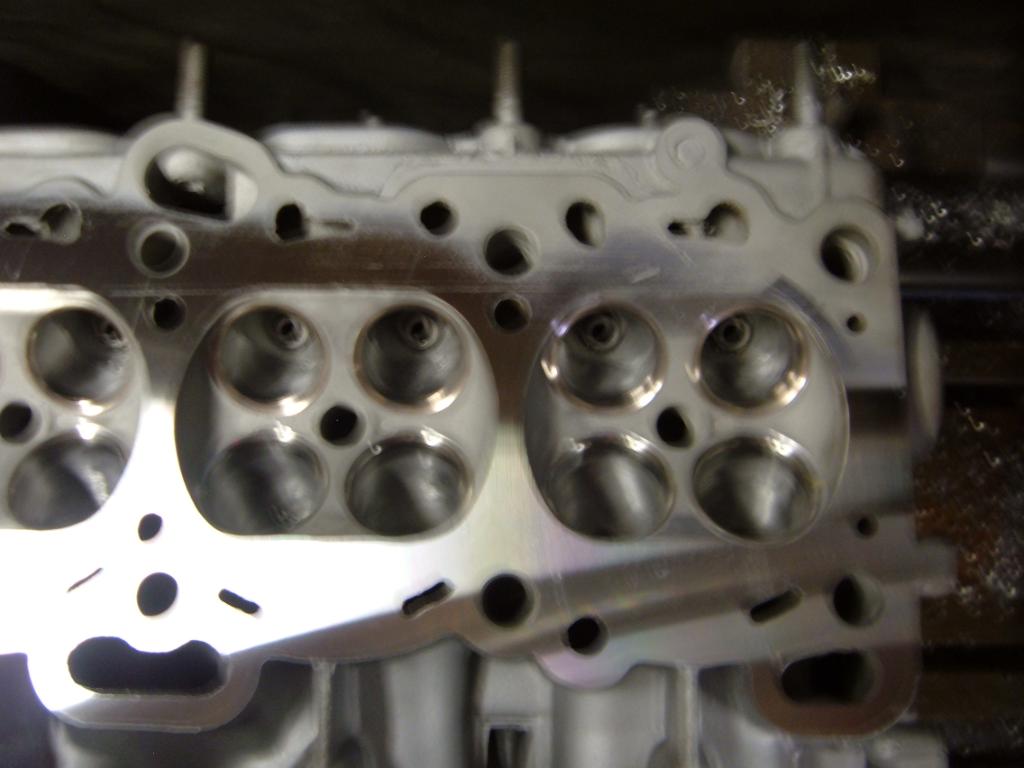
Another .004

I milled another .002 to finish square the head.
Had a bad exhaust stud hole, so a heli-coil fixed that.

Valve tip height is checked,
The springs are checked
Spring installed height is measured.
Springs will be installed at 1.530 @ 80lbs
Shims are placed on the head.
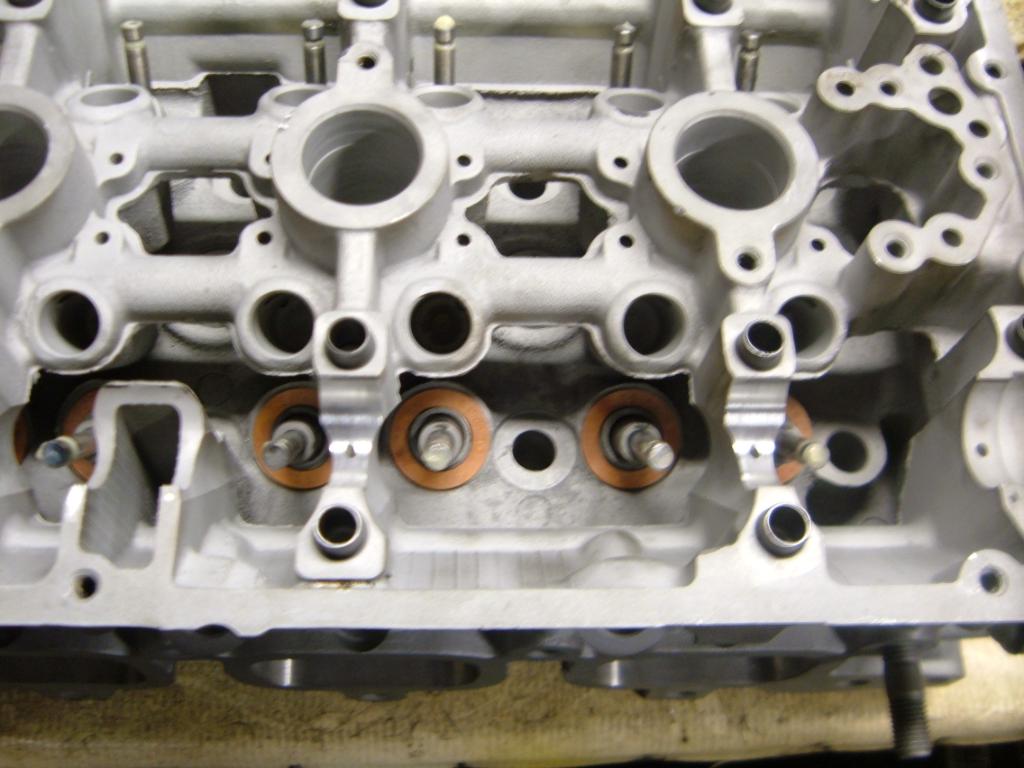
Then the stock spring pad and Vition blue stem seals.
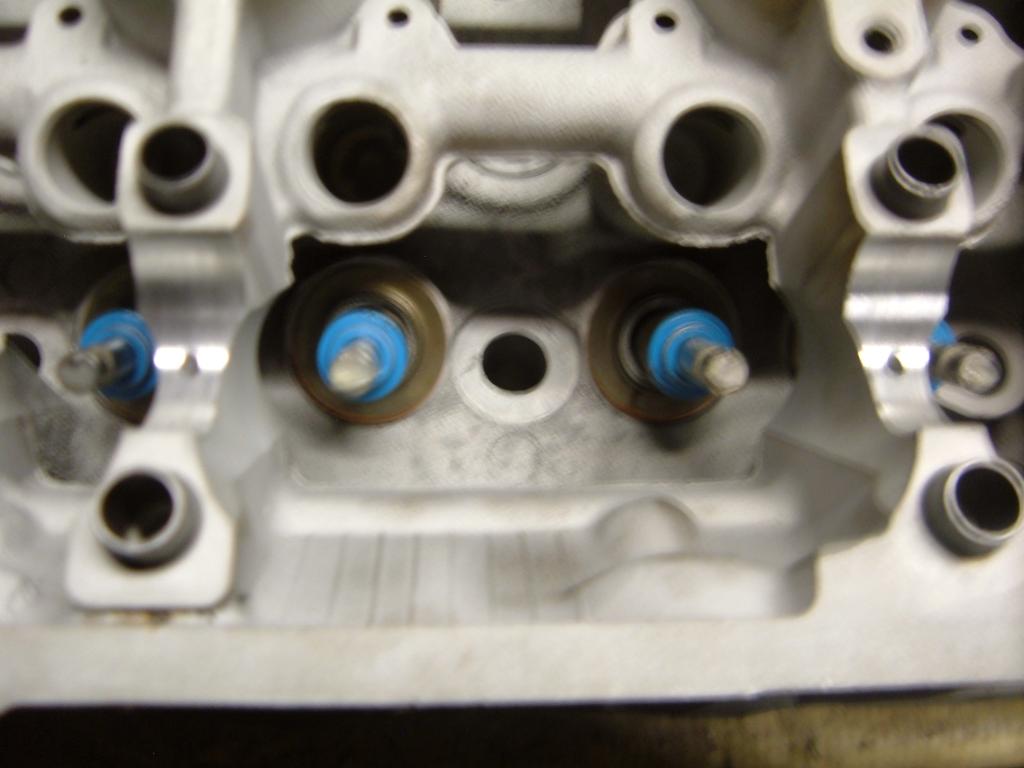
Springs are then buckled up .
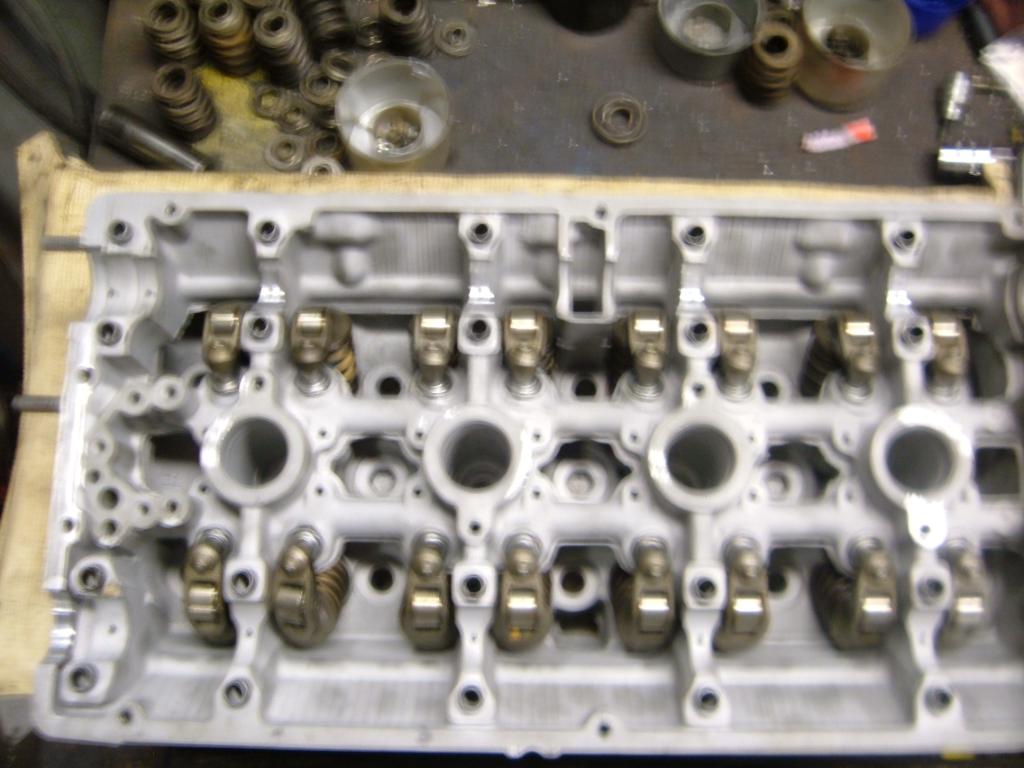
The head is now ready for HLAs, followers, and cams and cam caps.
https://www.miataturbo.net/engine-performance-56/what-happens-head-machine-shop-66082/
That will cover the basics
Head Build – Modified
I am going to skip the tear down and tech, and start, a basic clean casting.
The guides are good, and I am going to use the customer-supplied parts.
>Manley single springs, Spec sheet 66 lbs @ 1.580
>EPN-Engnbldr Std size Stainless Steel valves
This head was also Belt surfaced, So I have to do a corrective mill to square the head.
I set it up on the grinding bench
I know this head will see turbo use.
I inked parts around the combustion chamber and etched with a head gasket.
Did oil port Mod 1
The sharp edge of the combustion chamber was beveled down
A slight champher was done around the rest of the combustion chamber
The runners had some cast flashing removed
Now was time for the valve job, start with a basic 3 angle valve job
Checking seat placement on the valve.
Now I will do a throat cut.
Notice the difference this makes, See the lip under the seat insert with the rough casting, (left bowl)
The bowl on the right had the throat cut.
This leaves a lip also
Now the lip needs remove and blended in.
The valves are ground.
Then lapped in and back cut
The head is CBN milled
First cut .003
Another .004
I milled another .002 to finish square the head.
Had a bad exhaust stud hole, so a heli-coil fixed that.
Valve tip height is checked,
The springs are checked
Spring installed height is measured.
Springs will be installed at 1.530 @ 80lbs
Shims are placed on the head.
Then the stock spring pad and Vition blue stem seals.
Springs are then buckled up .
The head is now ready for HLAs, followers, and cams and cam caps.

Reply
 3
3

3
05-23-2012, 10:13 PM
#2
Senior Member
Thread Starter
iTrader: (1)
Join Date: Mar 2012
Location: Pensacola Fla.
Posts: 588
Total Cats: 203
I will have to guess that if you are reading this thread, that you are looking to do something a little more than stock. 
This is another good thread with links to 1.8BP heads ported by the pros.
https://www.miataturbo.net/showthrea...104#post881104
Good info in there that may help with a DIY head port job.
This is another good thread with links to 1.8BP heads ported by the pros.
https://www.miataturbo.net/showthrea...104#post881104
Good info in there that may help with a DIY head port job.
Reply
1
1
05-30-2012, 10:55 AM
#3
Elite Member
iTrader: (13)

Join Date: Dec 2006
Location: Taos, New mexico
Posts: 6,613
Total Cats: 567
You are awesome. Do you have a website with rates? Or how would one have a motor built by yourself?
I like what I see. I'm not in the market this year.. but next spring I might just be.
I like what I see. I'm not in the market this year.. but next spring I might just be.
Reply
0
0

Thread
Thread Starter
Forum
Replies
Last Post





