
How to Measure, Mic, a Piston
 04-18-2012, 08:44 PM
04-18-2012, 08:44 PM
#1
Senior Member
Thread Starter
iTrader: (1)
Join Date: Mar 2012
Location: Pensacola Fla.
Posts: 588
Total Cats: 203
How to Measure, Mic, a Piston
Supertech PN# P4-MA835-N4
Factory supplied spec sheet.
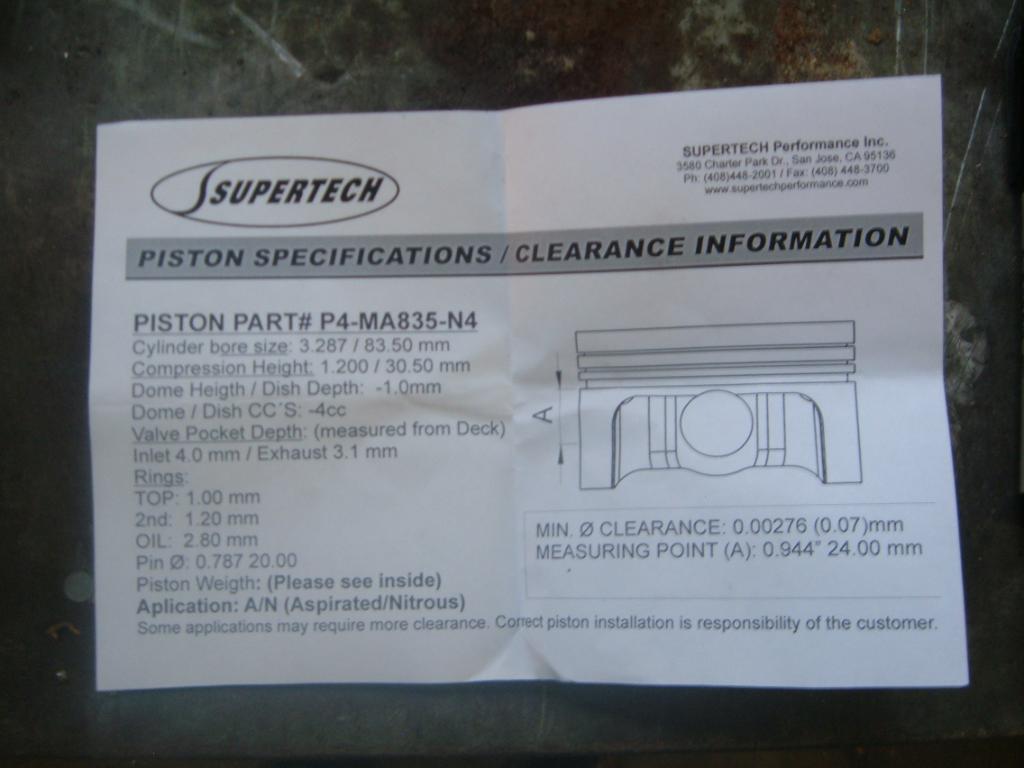
They ask for a bore spec 3.287/83.50 mm, This what is your recommend bore size.
Tools needed for the procedure, Outside micrometers 3-4 inch,

But in a pinch, venire calipers will �Get you close� if just doing a quick check

A machinist standard is handy to have, so you can zero your measuring tools.

The points you want to measure 90* to the wrist pin centerline

A view of the appox pot to measure from, with venire caliper.

All 4 pistons in the box measured 3.2845
This is going to be Piston to Wall clearance, PTW, in theory. Your actual PTW will vary due to cylinder block finish.
The factory spec sheet says 3.287�/83.50 mm
The formula for converting mm to inches is
Mm x .03937 =Inches
83.50 x .03937 = 3.287395
Now to figure PTW (Theory)
3.287 � 3.2845 = .0025 PTW clearance
I am more accustomed to seeing .0035, but that is on a 85mm piston, and other brands of forged pistons.
That also be in part due to the �Phosphate dry lubricant�
From the super tech website
SURFACE FINISH:
Finally our "phosphate dry lubricant" coating is applied to protect the rings against "micro welding" and enhance lubrication on the skirt/cylinder area.
Piston Rings are manufactured in Japan with the latest technology for high performance applications.
Quality Control: Performed after every step of the manufacturing process in climate controlled environments to ensure reliability of dimensions.
http://supertechperformance.com/products.html?id=10
Supertech PN# P4-MA835-N4
Factory supplied spec sheet.
They ask for a bore spec 3.287/83.50 mm, This what is your recommend bore size.
Tools needed for the procedure, Outside micrometers 3-4 inch,
But in a pinch, venire calipers will �Get you close� if just doing a quick check
A machinist standard is handy to have, so you can zero your measuring tools.
The points you want to measure 90* to the wrist pin centerline
A view of the appox pot to measure from, with venire caliper.
All 4 pistons in the box measured 3.2845
This is going to be Piston to Wall clearance, PTW, in theory. Your actual PTW will vary due to cylinder block finish.
The factory spec sheet says 3.287�/83.50 mm
The formula for converting mm to inches is
Mm x .03937 =Inches
83.50 x .03937 = 3.287395
Now to figure PTW (Theory)
3.287 � 3.2845 = .0025 PTW clearance
I am more accustomed to seeing .0035, but that is on a 85mm piston, and other brands of forged pistons.
That also be in part due to the �Phosphate dry lubricant�
From the super tech website
SURFACE FINISH:
Finally our "phosphate dry lubricant" coating is applied to protect the rings against "micro welding" and enhance lubrication on the skirt/cylinder area.
Piston Rings are manufactured in Japan with the latest technology for high performance applications.
Quality Control: Performed after every step of the manufacturing process in climate controlled environments to ensure reliability of dimensions.
http://supertechperformance.com/products.html?id=10

Reply
 3
3

3
04-19-2012, 02:01 AM
#2
Former Vendor

iTrader: (31)

Join Date: Nov 2006
Location: Sunnyvale, CA
Posts: 15,442
Total Cats: 2,100
The tight .0025 clearance is mostly due to Supertech's 4032 alloy. It's got a higher silicone content than the standard 2618 that everyone else (Weisco, CP, etc) uses, which means the ultimate strength is a tiny bit lower (something like 5% IIRC) but the thermal expansion is quite a bit less. It allows for tighter wall clearances, less piston noise, and longer life.
Reply
0
0
04-19-2012, 10:21 AM
#3
Senior Member
Thread Starter
iTrader: (1)
Join Date: Mar 2012
Location: Pensacola Fla.
Posts: 588
Total Cats: 203
Sav.. I understand that, But I am human, and humans do not like change. For most of machining life, I have set up PTW to the .0035 clearance.
I will adapt and use the tighter clearance.
When you been trained from day one that "loose lives"
It is ingraned in the thought prosses, It takes a bit to over come.
I will adapt and use the tighter clearance.
When you been trained from day one that "loose lives"
It is ingraned in the thought prosses, It takes a bit to over come.
Reply
0
0
04-19-2012, 11:21 AM
#4

This has been mentioned before in some of your other threads; you need to enable the "Macro" mode on your camera.
The information you've been adding to our forum has been very helpful and I think everyone is very appreciative. In that sense it's hard to complain about your pictures, but there should be a simple switch somewhere on your camera that will help it focus for pictures like this.
Anyway, thanks again for all your knowledge dumping on this site.
The information you've been adding to our forum has been very helpful and I think everyone is very appreciative. In that sense it's hard to complain about your pictures, but there should be a simple switch somewhere on your camera that will help it focus for pictures like this.
Anyway, thanks again for all your knowledge dumping on this site.
Reply
0
0


Thread
Thread Starter
Forum
Replies
Last Post
Zaphod
MEGAsquirt
47
10-26-2018 11:00 PM
stoves
Suspension, Brakes, Drivetrain
5
04-21-2016 03:00 PM





