

99/00 1.8 BP Head inspection



Only reason I see is to try and keep the cam journals in line. If you've never had a problem with it I'm guessing you either line bore after or it doesn't affect the cam journals.
Reply
 0
0

0

So a random question for you Bogus. Is it possible to set correct valve clearance with the head detached from the block? I know in the FSM it says to put the cams at specific spots when measuring, so I was wondering how you do that without the Timing belt on to hold them in the correct locations.
Reply
0
0

So a random question for you Bogus. Is it possible to set correct valve clearance with the head detached from the block? I know in the FSM it says to put the cams at specific spots when measuring, so I was wondering how you do that without the Timing belt on to hold them in the correct locations.
Reply
0
0
Thread Starter
Senior Member
iTrader: (1)
Joined: Mar 2012
Posts: 588
Total Cats: 205
From: Pensacola Fla.
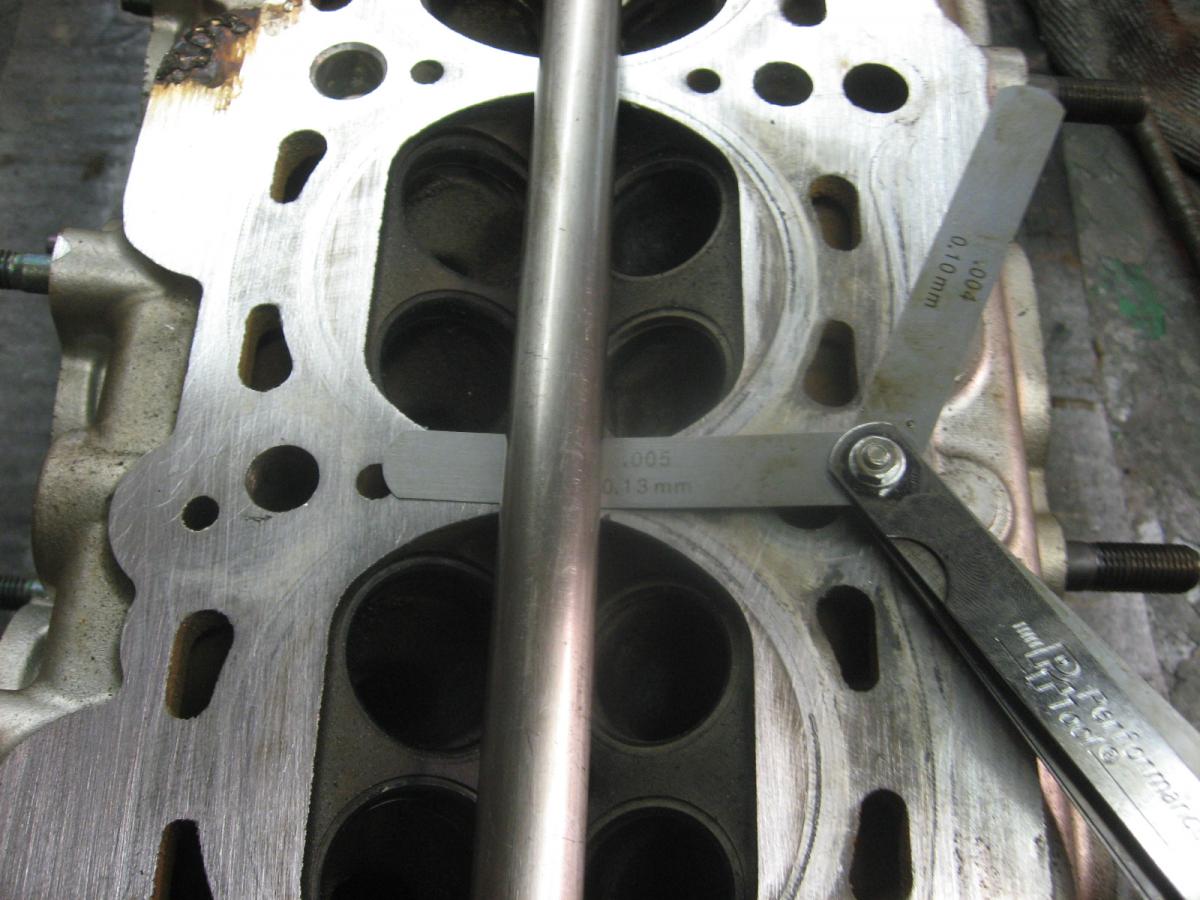
With this head was warped .012 across the bottpm, but the intake cam bore was still perfect, and the exhaust side had about .002
I could see more issues having the cam in with the bolts for the caps , galluing and ripping the threads out.
So a random question for you Bogus. Is it possible to set correct valve clearance with the head detached from the block? I know in the FSM it says to put the cams at specific spots when measuring, so I was wondering how you do that without the Timing belt on to hold them in the correct locations.
Not directed at me, but it's totally doable. You just need to set the lobe pointed away from the lifters you're checking, and that sets another set of lobes pointed straight down at a set of lifters. You can't do it with the head laying flat on a bench (at least not without being careful), but you can definitely get the cams to stay where they are without the TB. I do the valve lash on our new motors before the TB or cam gears go on.
Like Sav said, as long as the lash you are setting, the cam is on the heel you can set it.
Reply
0
0



Thread Starter
Senior Member
iTrader: (1)
Joined: Mar 2012
Posts: 588
Total Cats: 205
From: Pensacola Fla.
Not as much as you would think.
Get the head too hot and all the machined areas will distort, like the cam bores and bucket bores.
No more than 350* and longer than it takes to bake a 20lbs turkey!
It spent 7 hours in the oven.
Get the head too hot and all the machined areas will distort, like the cam bores and bucket bores.
No more than 350* and longer than it takes to bake a 20lbs turkey!
It spent 7 hours in the oven.
Reply
0
0
So do you have an oven at the shop, or do you take it home to do that part?
Reply
0
0


I'm sure there is some mystical art in selecting the shim stock thickness and then torque spec to the plate as well. That looks like a big *** chunk of steel right thar.
This is what I was thinking when I asked about "straightening" earlier. I honestly didn't think you were going to deck 0.012" off this thing. Do you find that you have to line hone the cam bores after the the trip to the oven?
This is what I was thinking when I asked about "straightening" earlier. I honestly didn't think you were going to deck 0.012" off this thing. Do you find that you have to line hone the cam bores after the the trip to the oven?
Reply
0
0
Thread Starter
Senior Member
iTrader: (1)
Joined: Mar 2012
Posts: 588
Total Cats: 205
From: Pensacola Fla.
It is a big ol' cunk of steel. lol
The line bore of the cams is fine, no need to line hone. They were not far off to begin with.
No measurable distortion on the intake and less than .002 on the exhaust.
The line bore of the cams is fine, no need to line hone. They were not far off to begin with.
No measurable distortion on the intake and less than .002 on the exhaust.
Reply
0
0








