

The worst block I have surfaced

Thread Starter
Senior Member
iTrader: (1)
Joined: Mar 2012
Posts: 588
Total Cats: 205
From: Pensacola Fla.
I just had to take pics of this and post.
What some people do to cheap out on a build.
Take one Honda D16Y6 block and add a cheapskate and mix in one 4" side grinder.

The HG surface of the block, Keep in mind this engine runs a factory MLS HG.
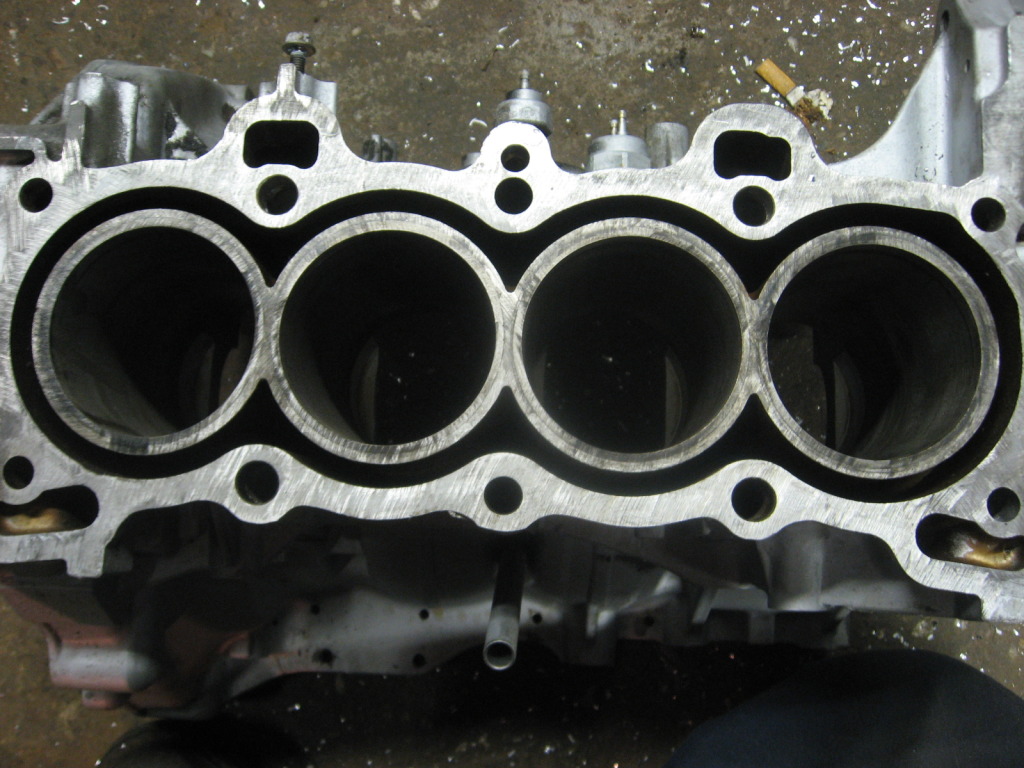
Closer view

So I get the block set up, and leveled the best I could.
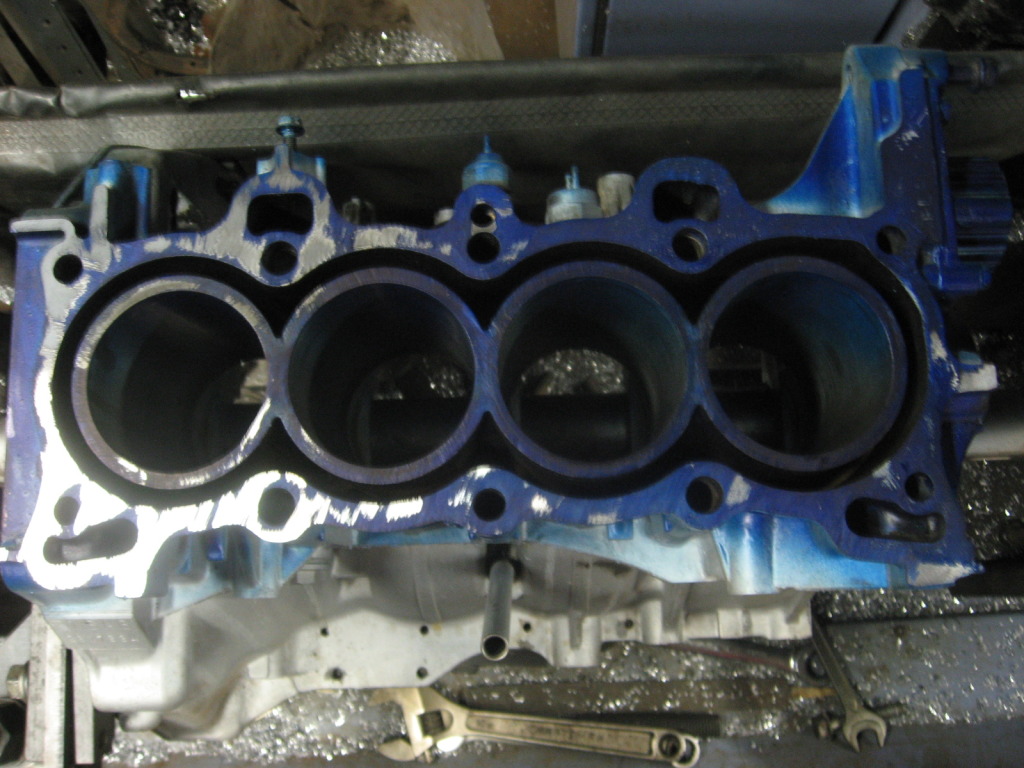
I spray the block deck with blue lay out dye.
My first pass is .0005, just to check set up and level.
I have checked for a front to back taper, about .005

Set up is good, lets see how bad it is.
Cut .0015 total .002
 Cut .0015 total cut .0035
Cut .0015 total cut .0035
Cut .002 total .0055
Cut .0025 total .008
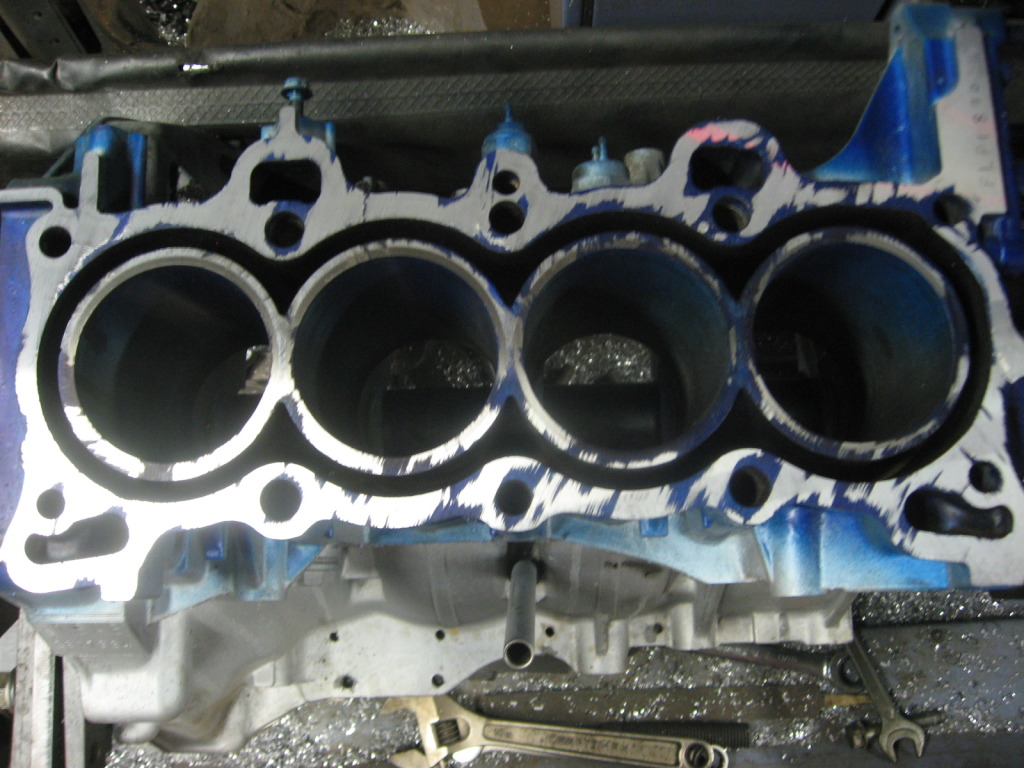
Its coming in, but it is still has low in spots.

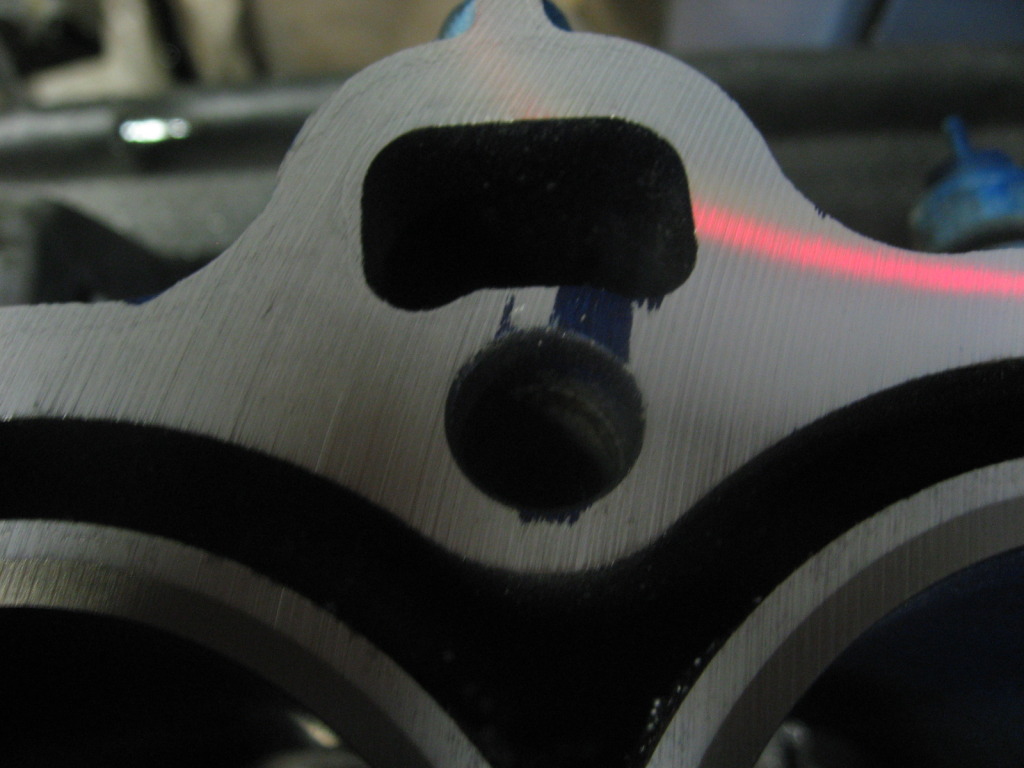

After cutting a total of .012 this is what I was left with.

He has a coolant leak into #4 cylinder, and a miss on 2 others.
He chose this weapon to clean his HG surface because he was having a few issues with HG residue and was in a hurry.
This should help the compression some.
So the moral of this story is... Do not clean your head gasket surface with the same equipment you use for smoothing welds!
What some people do to cheap out on a build.
Take one Honda D16Y6 block and add a cheapskate and mix in one 4" side grinder.
The HG surface of the block, Keep in mind this engine runs a factory MLS HG.
Closer view
So I get the block set up, and leveled the best I could.
I spray the block deck with blue lay out dye.
My first pass is .0005, just to check set up and level.
I have checked for a front to back taper, about .005
Set up is good, lets see how bad it is.
Cut .0015 total .002
Cut .0015 total cut .0035Cut .002 total .0055
Cut .0025 total .008
Its coming in, but it is still has low in spots.
After cutting a total of .012 this is what I was left with.
He has a coolant leak into #4 cylinder, and a miss on 2 others.
He chose this weapon to clean his HG surface because he was having a few issues with HG residue and was in a hurry.
This should help the compression some.
So the moral of this story is... Do not clean your head gasket surface with the same equipment you use for smoothing welds!
Reply
 0
0

0


Holy ****. I'm actually a little impressed it all cleaned up with .012"
How do you find the high spot with an unlevel block like that? I used to drag the indicator with a button nose across the top to find my starting point. Unless I wanted to have a .001" cut on one side, and a crashed machine on the other.
How do you find the high spot with an unlevel block like that? I used to drag the indicator with a button nose across the top to find my starting point. Unless I wanted to have a .001" cut on one side, and a crashed machine on the other.
Reply
0
0


Thread Starter
Senior Member
iTrader: (1)
Joined: Mar 2012
Posts: 588
Total Cats: 205
From: Pensacola Fla.
Holy ****. I'm actually a little impressed it all cleaned up with .012"
How do you find the high spot with an unlevel block like that? I used to drag the indicator with a button nose across the top to find my starting point. Unless I wanted to have a .001" cut on one side, and a crashed machine on the other.
How do you find the high spot with an unlevel block like that? I used to drag the indicator with a button nose across the top to find my starting point. Unless I wanted to have a .001" cut on one side, and a crashed machine on the other.
So I zero the machine at the higest point, and cut down from there.
The comec, I was told at the time I was looking to buy a surfacer, will cut .100 of cast iron in a single pass, I have not tested that, and doubt I will.
The most I have cut at once is .015 off a SBC block.
So I do not worry if I am off by .003-.005.
Then add in, the block has to be empty..Less than 2 miles on the build.
Reply
0
0

D16y6? I don't think that exists.
I assume you mean d16y7 or y8. In both of which cases, I have no idea why anybody would bother building one. Their oiling system is so poor that people spin bearings at or under stock rev limit.
I assume you mean d16y7 or y8. In both of which cases, I have no idea why anybody would bother building one. Their oiling system is so poor that people spin bearings at or under stock rev limit.
Reply
0
0
Oooh
I think you're right. That was the hot obd0 engine, like in the Si CRX.
That's a good engine. Too bad the owner is an idiot. Its **** like this'd that is making good D series engines more and more rare. Broke *** Honda kids destroy D's all day. ******* shame.
I think you're right. That was the hot obd0 engine, like in the Si CRX.
That's a good engine. Too bad the owner is an idiot. Its **** like this'd that is making good D series engines more and more rare. Broke *** Honda kids destroy D's all day. ******* shame.
Reply
0
0

Thread
Thread Starter
Forum
Replies
Last Post
JesseTheNoob
DIY Turbo Discussion
15
Sep 30, 2015 02:44 PM





